

丽水压铸模具生产
2025-02-25 来自: 苏州人人鼎模架有限公司 浏览次数:12
苏州人人鼎模架有限公司带你了解关于丽水压铸模具生产的信息,模架即模具的支撑,比如压铸机上将模具各部分按规律和位置加以组合和固定,并使模具能安装到压铸机上工作的部分就叫模架,由推出机构、导向机构、预复位机构模脚垫块、座板组成。现时模具的应用涉及每项产品(大如汽车、航天、日用品、电器通讯、医疗产品设备等),只要是数量多的产品都会应用模具生产,而模架是模具不可分割的部分。现时对模架精度要求,会按不同层次按产品需求而定。工艺对压铸件尺寸精度的影响熔炼温度在制造过程中,熔炼温度会直接影响到压铸件的组织结构。一般来说,熔炼温度较高的情况下,组织结构比较疏松,尺寸精度也就相对较差。压铸过程中的生产参数控制压铸过程中的参数控制也会影响到压铸件的尺寸精度。包括喷口压力、喷嘴速度、喷头位置等参数,这些参数控制得不合理会导致压铸件尺寸偏大或偏小。要保证这些参数控制得合理,才能保证压铸件的尺寸精度。以上是影响压铸件尺寸精度的主要因素。在实际生产中,我们需要根据不同的压铸件(不同形状、材质等),有针对性地采取措施来处理,才能保证压铸件的尺寸精度。
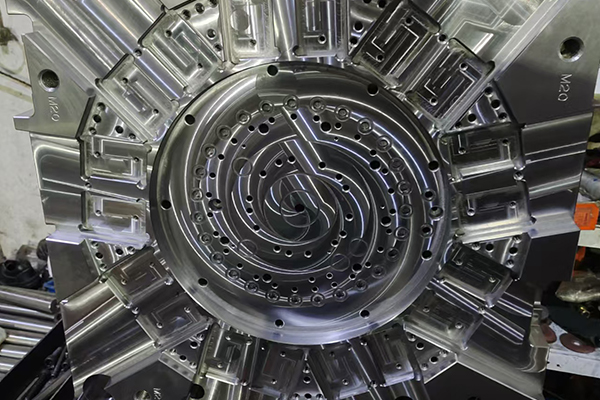
流道及排渣系统设计分流锥上面料饼的主流道要做到圆表面积的1/3以内。这样防止冷料快速进入型腔前就封闭了分型面。分流锥上面主流道要做成“W”形状,料饼厚度做到mm.一般主流道的长度做到mm,且单边做°的出模。一般横流道是拐弯,且做成2个台阶以上,防止冷料通过横流道进入型腔,导致产品表面冷隔纹。一般能够在横流道进入产品出的浇口位置加2个缓冲器好了,这样就完全把冷料挡在了型腔外面了。一般标准主流道下面的顶针料位都要做出模,且要包R2以上。主流道对面有凸出的芯子要避开,且主流道对面的渣包是先做垃圾,然后看情况再加开。渣包开球场的平面,半圆的截面形状,且入水处与排气槽都要隔开1/3好。渣包的入水处也要跳级。排气槽要打折且要圆滑过渡,要遵循“1”的规则。为方便加工,直流道与产品相接处浇口要跳级,后加工时不容易掉肉。
丽水压铸模具生产,压铸的特点精密压铸加工可以在较短时间内完成设计好的零件,并具有高精度、高复杂度等特点。因此,压铸是一种精密的金属成形加工技术。生产成本低压铸生产效率高,一次性成型,可以减少二次加工工序,节约时间和成本。另外,压铸模具的寿命较长,为大规模生产提供了可能性,从而降低了生产成本。可塑性强压铸零件的材料可广泛选择,包括铝合金、锌合金、镁合金、铜合金等。这些材料具有高塑性和良好的加工性能,对于各种造型设计、产品功能等方面具有良好的适应性。高度自动化压铸加工设备具备自动化程度高的特点,可以提高生产效率,降低人工干预的风险。同时,设备具有高度的智能化,可以协助监测压铸加工过程中的各项参数,并进行自我调整和保养。
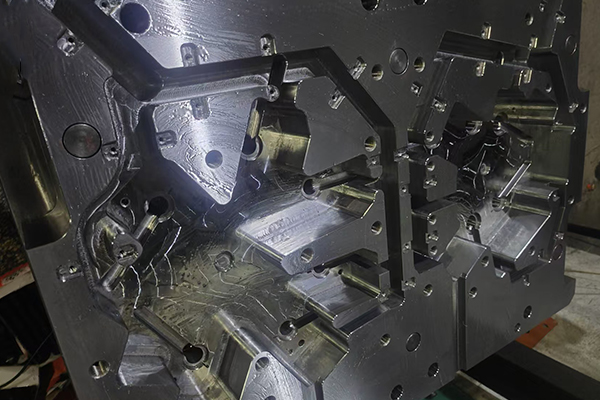
铝合金压铸模模胚的材质不仅会影响到产品的质量和表面光洁度,同时也决定了模具的使用寿命和加工成本。因此,在选择材质时应考虑产品尺寸、制造工艺、模具寿命和生产批量等因素。锌铝合金压铸模是制造家具配件、机械配件等产品的关键零部件。铝合金压铸模具,适用于机械配件和其他行业的制造业。材质,加工精度高,表面经过抛光打磨处理,外观质感好。上方是一个典型模架结构图。右边部份称为上模,左边部份称为下模。注塑时,上下模会先结合,让塑料于上下模块成型部份成型。然后上下模会分开,并由以下模为主的顶出装置将成品推出。上模(前模)配置为内模件成型部分或原身成型部分。流道部分〔含热咀、热流道(气动部分)、普通流道〕。冷却部分(运水孔)。下模(后模)配置为内模件成型部分或原身成型部分。推出装置(成品推板、顶针、司筒针、斜顶等)。冷却部分(运水孔)。固定装置(撑头、方铁及针板导边等)。
冲压精密模架制造,压铸模架一般使用钢铁材料、铝合金材料和镁合金材料制作。压铸模架的制作材料应根据不同的要求和工艺流程选择合适的材料,以达到的使用效果和经济效益。压铸模的制作和使用过程压铸模是用于制造金属件的工具,通常使用金属制成。在生产过程中,压铸模需要承受高温和高压的作用,所以需要非常严格的材料选择和工艺要求。在使用过程中,压铸模会逐渐磨损,从而降低金属件的质量和精度。因此,需要对压铸模进行保养和修复,以确保其长期有效。同时,压铸模的制作和维修需要非常高的技术和经验,也需要使用各种工具和材料。
大型模架厂家,插头在压铸模具的加热过程中扮演着重要的角色,是加热模具的必要工具。插头的特点是加热、控制和使用方便。在压铸生产过程中,对于模具的加热,要注意安全题,同时还要根据所需要的温度,选择合适的插头进行加热处理。滑动模芯滑动模芯用于铸造复杂形状、具有倒棱部位和内孔的工件。滑动模芯位于模具中的相应位置,并穿过压铸腔,使得工件能够按照所需的形状和尺寸铸造完成。导柱导柱是模架用以定位和支撑模具零部件的部件。导柱主要安装在上下模板上,通过和模架上面的导套的配合来定位,保证上下模板的对位。
